



Hệ thống chỉ đường nhanh
Giúp bạn đến shop nhanh nhất có thể
Hệ thống chỉ đường nhanh
Giúp bạn đến shop nhanh nhất có thể
- ĐẾN 365 Điện biên phủ365 Điện Biên Phủ, Phường 4, Quận 3, TP.HCM
- ĐẾN Phường Hiệp Bình Chánh 60/18 Đường số 18, Phường Hiệp Bình Chánh, Quận Thủ Đức, HCM
- ĐẾN Hai Bà Trưng 488 Trần Khát Chân,Phố Huế, Q. Hai Bà Trưng, Hà Nội
- ĐẾN Hoàng Mai Số 30, ngách 88/61, Giáp Nhị, P.Thịnh Liệt, Q. Hoàng Mai, Hà Nội
6 bước chính trong quy trình sản xuất dây cáp điện
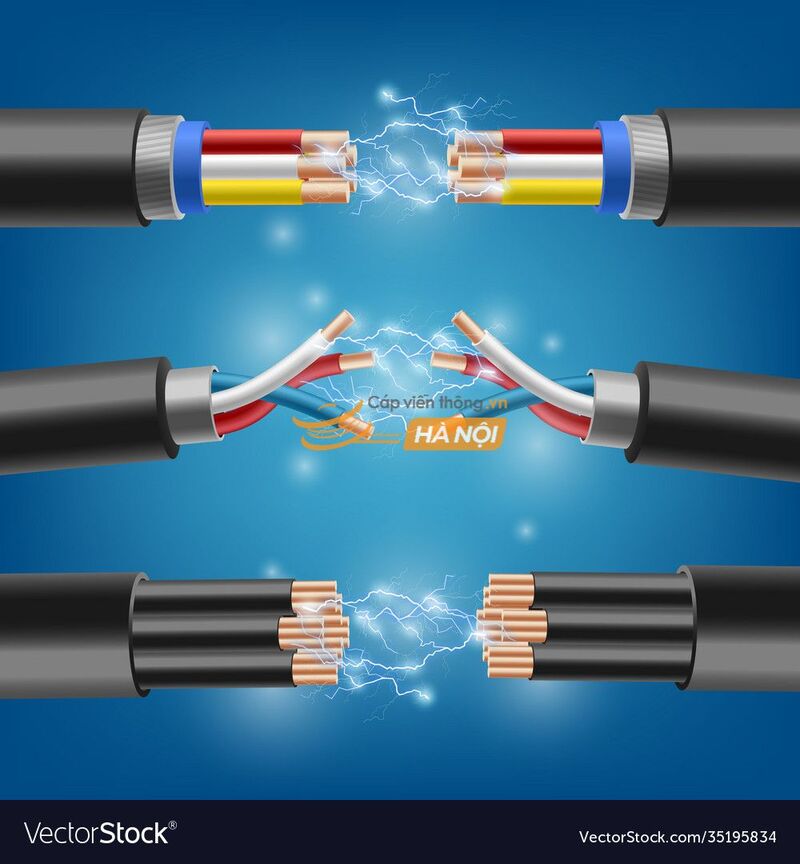
Hệ thống điện có vai trò vô cùng quan trọng trong mỗi tòa nhà, khu chung cư, nhà máy, xí nghiệp hay công trình ngầm. Nó giống như mạch máu nơi công trường, đủ để bạn thấy tầm quan trọng của nguồn điện và chất lượng của dây nguồn. Dây nguồn gồm 1 hoặc nhiều dây dẫn điện (loại 1 dây gọi là dây đơn). Trên thị trường hiện nay có 2 loại. Loại có vỏ bọc cách điện và loại không có vỏ bọc còn được gọi là dây có vỏ bọc và dây trần.

Quy trình sản xuất dây cáp điện
Để chế tạo 1 cuộn dây cáp điện phải trải qua nhiều công đoạn với sự hỗ trợ của nhiều loại máy móc khác nhau, mỗi công đoạn là một công đoạn trau chuốt củng cố bước trước và là tiền đề cho bước sau. Quy trình sản xuất chung của dây dẫn điện bao gồm 6 bước.
Nhưng trước khi bạn nắm bắt được quy trình này, Cáp Viễn Thông sẽ giới thiệu cho bạn các vật liệu chính được sử dụng để làm dây và cáp điện.
Cáp đồng (Cu) và nhôm (Al) làm dây dẫn vì hai vật liệu này dẫn điện tốt. Giá cả phải chăng. Áo khoác cách điện được làm bằng XLPE (polyetylen liên kết ngang) hoặc PVC (polyvinyl clorua). Tùy thuộc vào công nghệ sản xuất, quy cách tiêu chuẩn của từng loại sản phẩm dây, cáp điện mà người ta sử dụng.
Chúng được sử dụng các vật liệu khác nhau như bột chống dính, lớp nhân làm bằng sợi PP, lớp bảo vệ làm bằng nhôm, hả ...
Có thể bạn quan tâm: Dây cáp điện Trần Phú, Cáp treo CXV 1x150
6 bước chính trong quy trình sản xuất dây cáp điện
Kéo cho đúng kích thước của sản phẩm
Trong giai đoạn này, hệ thống bơm tuần hoàn bơm dầu để làm mát đầu khuôn, làm giảm nhiệt độ do ma sát, nó hoạt động như một chất bôi trơn và bảo vệ khuôn.
Dây đồng được vận chuyển đến nhà máy thường có đường kính 3.0mm hoặc 8.0mm. Quá trình vẽ này giúp giảm đường kính của dây đồng và tăng chiều dài. được đo kích thước theo tiêu chuẩn sản phẩm và yêu cầu của khách hàng. Các nhà sản xuất uy tín về dây cáp điện chất lượng tiêu chuẩn thường có 3 loại đầu kéo là đầu kéo thô (đầu kéo) 2.6 mm đến f 0,7 mm) và máy kéo tinh (lực căng từ f 1,2 mm đến f 0,17 mm)
Ủ mềm: khôi phục độ mềm dẻo và sáng bóng của dây
Ngoài quá trình kéo, quá trình làm mềm cũng cần một hệ thống. Máy bơm tuần hoàn, nhưng đây là máy bơm nước. Giúp làm mát gioăng cao su trên nắp máy ấp. Tuy nhiên, dầu được giữ lại trong giai đoạn chiết xuất, trong khi nước được rút ra trong giai đoạn làm mềm.
Chất hóa dẻo giúp khôi phục độ mềm dẻo và sáng bóng của dây đồng (nhôm) đã sẵn sàng cho quá trình bện/bọc nhựa. Môi trường tiêu chuẩn lý tưởng nhất để hóa dẻo là lò ủ nitơ (N) nhiệt độ cao ở áp suất cao.
Công đoạn bện dây - tạo dây cho quá trình tiếp theo
Các thông số kỹ thuật riêng biệt tùy thuộc vào loại sản phẩm và công nghệ sản xuất. Các nhà sản xuất sử dụng các hình thức bện khác nhau:
Xoắn đồng mềm (rối) - đây là bện nhiều sợi để sản xuất các sợi thô từ các sản phẩm cáp điện mềm.
Bện đồng cứng - sử dụng máy bện nhiều sợi (7 đến 37 sợi) để tạo ra các sợi thô với nhiều loại khác nhau. dây và cáp cứng.
Bện nhóm (Twist): Sử dụng máy bện 4 cuộn dây để bện nhóm. Với nhóm sản phẩm
Dây nguồn (SP1) - tạo một nhóm dây dẫn trước khi bọc. Các đầu của dây được vặn vào các sợi PP (polypropylene) tạo thành một mặt cắt tròn cho lõi cáp. Ngoài ra, sản phẩm SP1 còn được bọc thêm lớp giáp kim loại bảo vệ. Băng thép hoặc nhôm được lắp trên máy bện.
Ống bọc cách điện
Đối với sản phẩm có dây mềm (SP2) - Cu / PVC / PVC (300500V): Dây 2 pha có màu (đen, trắng) để phân biệt khi kết nối với thiết bị. Đối với cáp điện có lõi động lực - Cu / XLPE / PVC (60001000V): Do tính cách điện cao hơn nên độ dày cách điện của XLPE ít hơn PVC. Nó giúp giảm trọng lượng của sợi cáp, giảm kích thước sợi cáp, đồng thời tiết kiệm nguyên liệu, vật liệu.
Áo bảo hộ
Áo bảo hộ Áo bảo hộ nhằm mục đích: bảo vệ trọng lượng của toàn bộ lõi cáp (bao gồm dây dẫn và cách điện) khỏi các tác động từ môi trường bên ngoài, thông tin sản phẩm từ nhà sản xuất, tên sản phẩm, thông số kỹ thuật của sản phẩm… nó còn giúp nhằm nâng cao tính thẩm mỹ cho sản phẩm.

Sau đây là một số gợi ý để cải thiện.
Dựa trên thiết kế ban đầu của khuôn máy bện, nâng cao và cải thiện cấu trúc và nguyên tắc của khuôn. Vì vậy, khuôn miệng máy bện có vùng sừng túi theo chiều dọc. Nó có một khu vực ổn định của hai cấu trúc khu vực, vành đai polyester thông qua hai khu vực này để đạt được biến dạng. Quá trình biến dạng như sau:
Đai polyester được quấn liên tục trên lõi cáp sau khi bện dây đồng . Nó đi qua khu vực túi dọc để biến dạng ban đầu, từ biến dạng phẳng đến một cấu trúc hình ống tương tự. Và sau đó thông qua khu vực ổn định để biến dạng thêm, để đường kính của cấu trúc hình ống gần với giá trị thiết kế.
Xem thêm: 6 yếu tố hàng đầu cần hướng dẫn khi lựa chọn cáp bện
Bình luận đánh giá
SALE CỰC MẠNH 60%
 CABLE KLOTZ
SCH2060-E giảm giá cực sốc tới 60%: Chỉ còn 290.000đ/mét. Speaker Cable cao cấp cho quán bar, vũ trường, công trình dự án sale cực mạnh 60%.
Hotline 0902.188.722 (Mr.Văn)
CABLE KLOTZ
SCH2060-E giảm giá cực sốc tới 60%: Chỉ còn 290.000đ/mét. Speaker Cable cao cấp cho quán bar, vũ trường, công trình dự án sale cực mạnh 60%.
Hotline 0902.188.722 (Mr.Văn)
SẢN PHẨM BÁN CHẠY
 Dây cáp chống cháy chính hãng, giá tốt nhất thị trường. Cáp chống cháy cao cấp cho các dự án quy mô lớn, công trình xây dựng, công nghiệp.
Hotline 0904.608.606
Dây cáp chống cháy chính hãng, giá tốt nhất thị trường. Cáp chống cháy cao cấp cho các dự án quy mô lớn, công trình xây dựng, công nghiệp.
Hotline 0904.608.606